
Q355E无缝钢管视频-Q355E无缝钢管|黑龙江省大兴安岭市|漠河|塔河|大庆|绥化|哈尔滨|佳木斯|鹤岗|齐齐哈尔|牡丹江
更新时间:2025-06-08 06:30:31
Tags: 直缝管


文字只能描述,而视频却能生动展现!点击播放我们的直缝管产品视频,让视觉盛宴为您揭示产品的无限可能。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
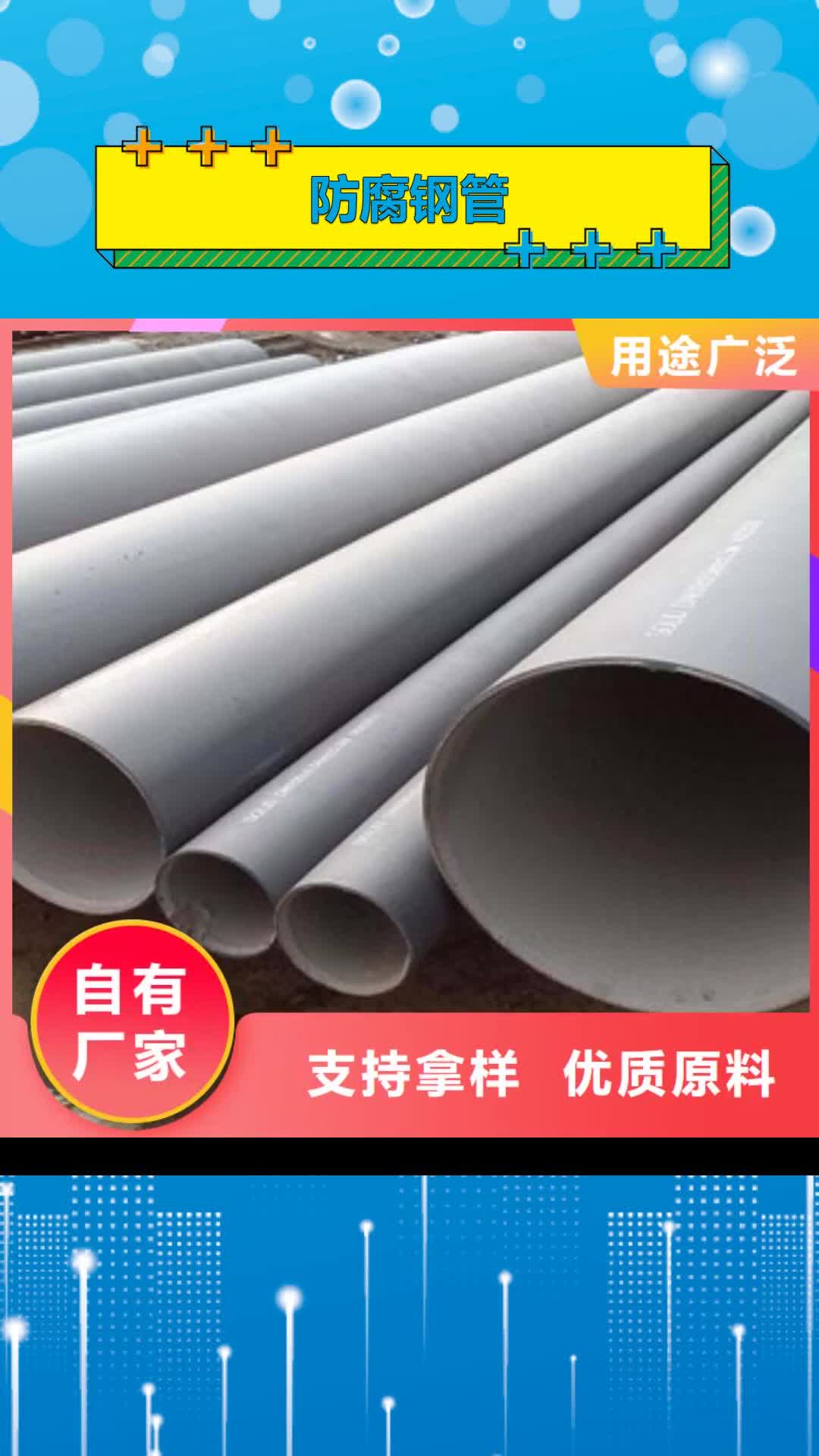
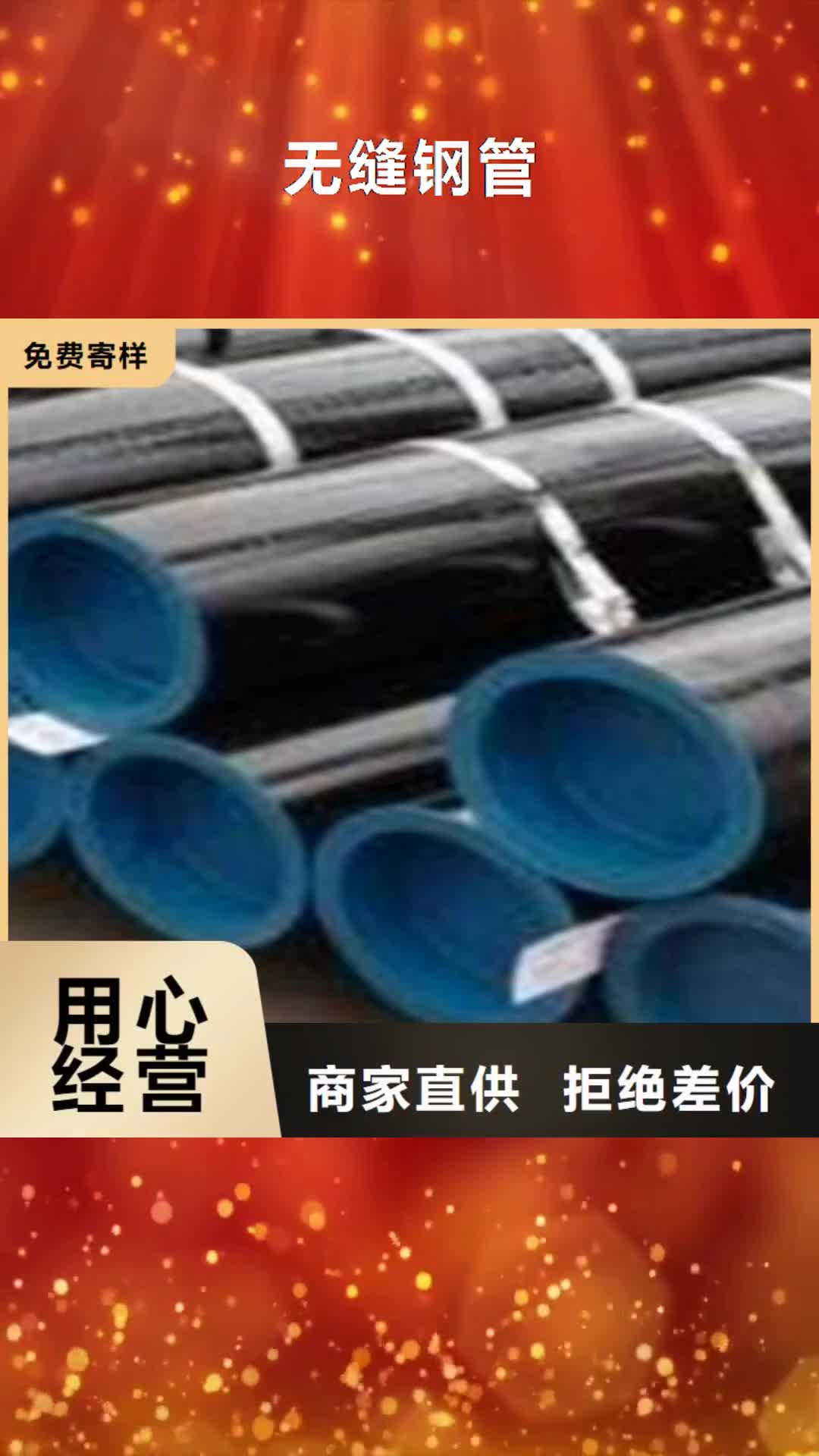
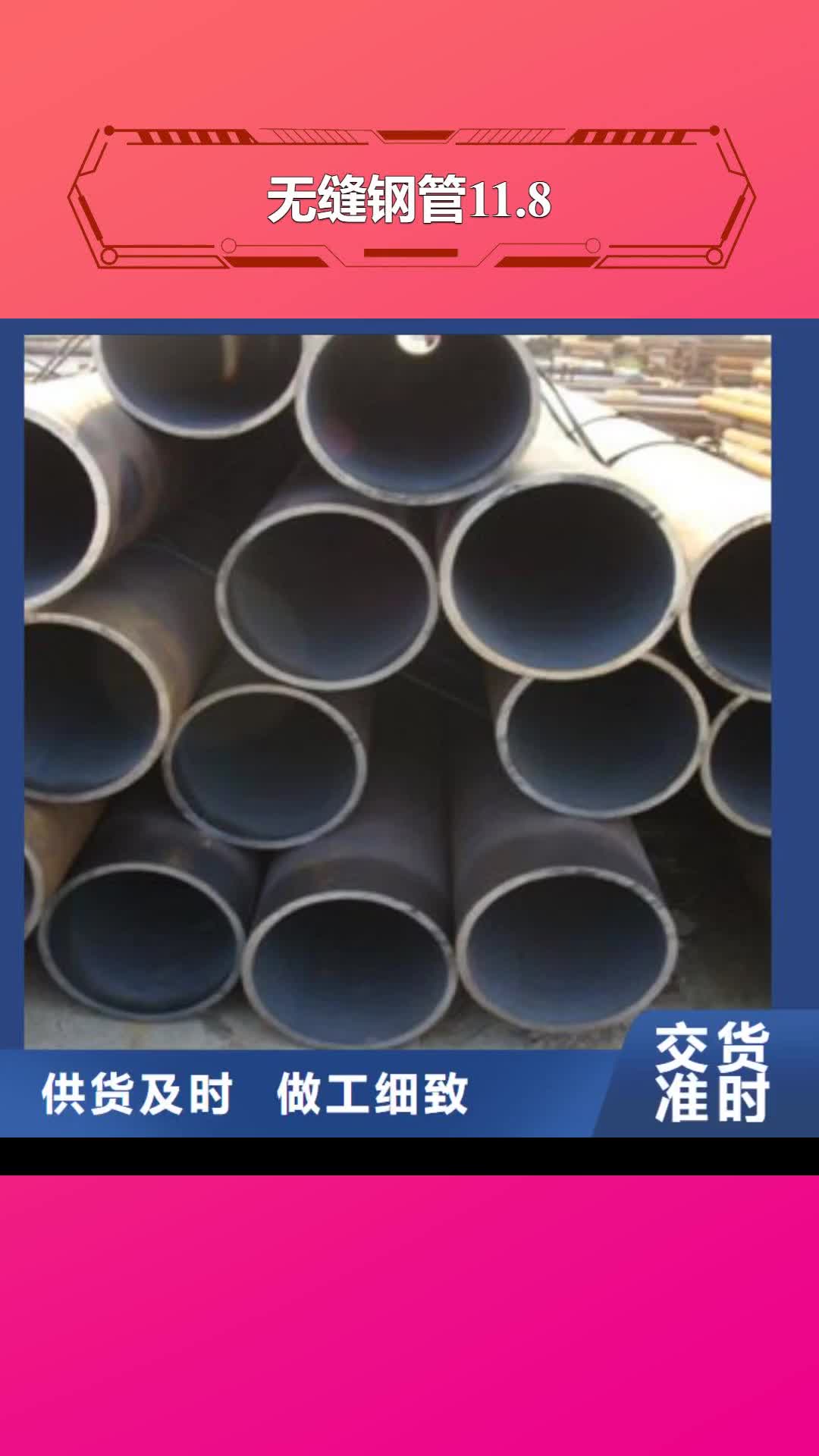
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 范围 | 总部设立于【沧州],服务网络覆盖黑龙江省 大兴安岭市 哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市 呼玛县、塔河县、漠河市等区域。 |

直缝管,这是直缝管的店铺页面,ZDNr5fS3G是由【沧州钢兴钢管
(大兴安岭市分公司)czgx1881-50】发布的,经过营业执照资质认证,信息长期有效,有需求的用户可随时拨打电话联系商家,联系人:刘学成,地址:风化店乡后枣园工业区。

直逢焊钢管与螺旋焊钢管有什么不同? 螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同 可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。

JCOE(压模成型)工艺: 制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。 水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。 C压力成型工艺: C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。 成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。

UOE工艺: 所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。 钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。 UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。 RBE(三辊弯板)工艺: 板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。









大家都爱看





