对不锈钢板_小口径无缝钢管源头厂家经验丰富产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:龙岩武平不锈钢板_小口径无缝钢管源头厂家经验丰富的图文介绍

严选用料实力公司
我们用实力和品质说话
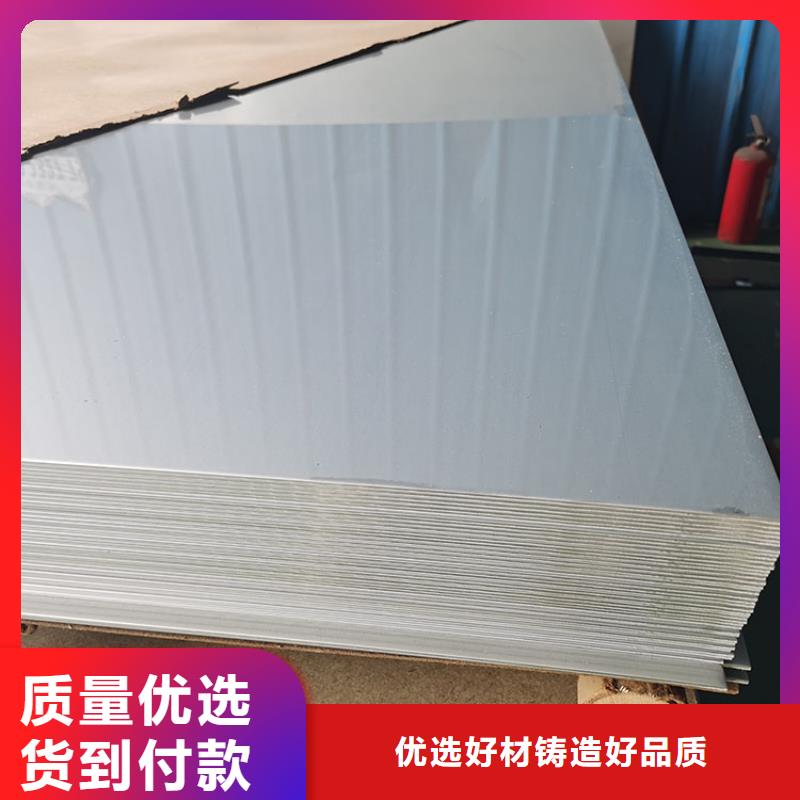
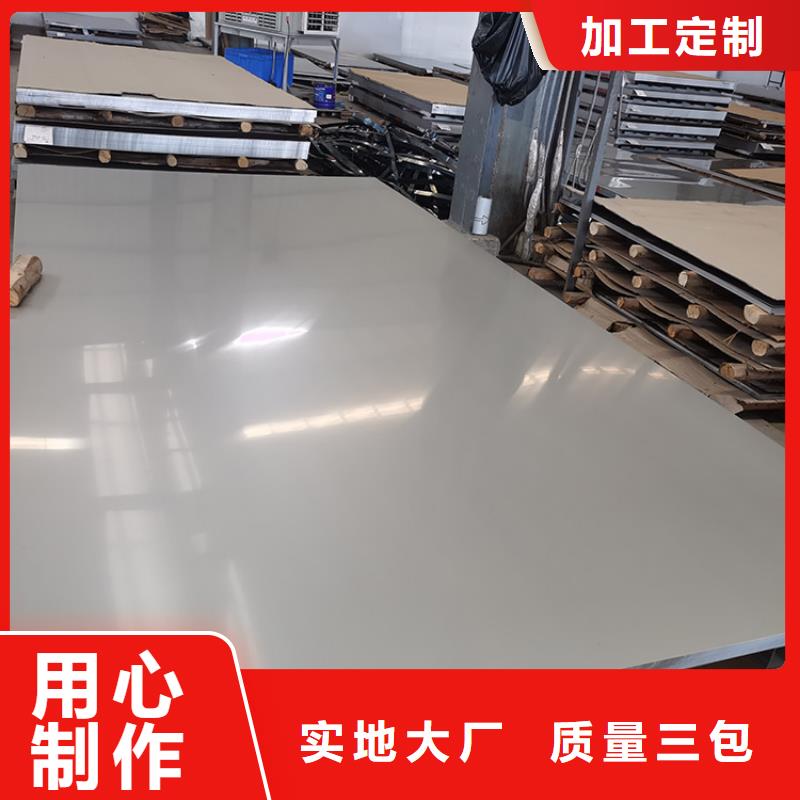
不锈钢装饰板
不锈钢装饰板的详细介绍
材质优良专注品质

不锈钢板一般是不锈钢板和耐酸钢板的总称。不锈钢板的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。不锈钢板钢板种很多,性能各异,它在发展过程中逐步形成了几大类。按组织结构分为奥氏体不锈钢板、马氏不锈钢板(包括沉淀硬化不锈钢板)、铁素体不锈钢板、和奥氏体加铁素体双相不锈钢板等四大类?按钢板中的主要化学成分或钢板中的一些特征元素来分类,分为铬不锈钢板、铬镍不锈钢板、铬镍钼不锈钢板以及低碳不锈钢板、高钼不锈钢板、高纯不锈钢板等。按钢板的性能特点和用途分类,分为耐不锈钢板、耐硫酸不锈钢板、耐点蚀不锈钢板、耐应力腐蚀不锈钢板、不锈钢板等。按钢板的功能特点分类,分为低温不锈钢板、无磁不锈钢板、易切削不锈钢板、超塑性不锈钢板等。现常用的分类方法是按钢板的组织结构特点和钢板的化学成分特点以及两者相结合的方法分类。一般分为马氏体不锈钢板、铁素体不锈钢板、奥氏体不锈钢板、双相不锈钢板和沉淀硬化型不锈钢板等或分为铬不锈钢板和镍不锈钢板两大类。用途很广典型用途:纸浆和造纸用设备热交换器、机械设备、染色设备、胶片冲洗设备、管道、沿海区域建筑物外部用材等。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,不锈钢装饰板规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,不锈钢装饰板无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,不锈钢装饰板质量保障,出厂经过严格的质检。
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

本厂主营 不锈钢装饰板。中盛钢联金属材料(武平县分公司)秉承“保证质量诚信经营、服务优质、合作共赢”的经营理念在未来的岁月里,我们将- -如既往地和新老客户真作,双赢互惠,共同创造-个更加辉煌的明天!产品图片均为实物照片和设计图,但由于拍摄技术、光线、显示器参数等因素影响。如果您在收货、使用时遇到问题、请联系我们,我们可以随时提供专业的指导、如果收到货发现问题请联系我们。